Ce schéma récapitule toutes les étapes de fabrication d’un couteau pliant ainsi que les outils utilisés.
La plupart de ces opérations sont détaillées ci-après.
Travail du métal
Le débit du métal
Le métal est sommairement prélevé sur des plaques d’acier laminé. On utilise différents outils à cet effet : meuleuse, scie à métaux, torche plasma, cisaille à tôle (dans le cas des platines)…
Débit de ressorts à la torche plasma
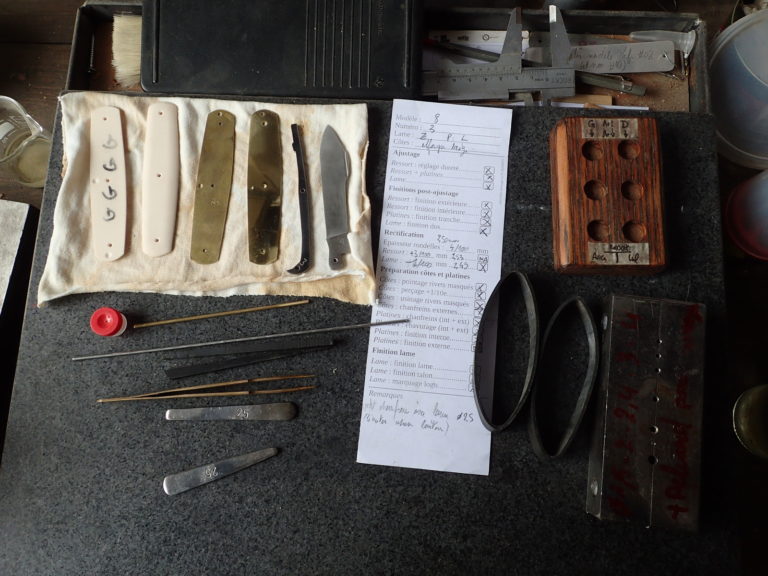
Lame et ressorts après perçage et traçage
Perçage, traçage du métal
Nous perçons le métal (axes de lame, axes des ressorts, trous de rivets…) à l’aide d’une perceuse à colonne. Les trous servent de référence pour le positionnement d’un gabarit propre à chaque modèle, qui permet de tracer avec précision le contour de la pièce.
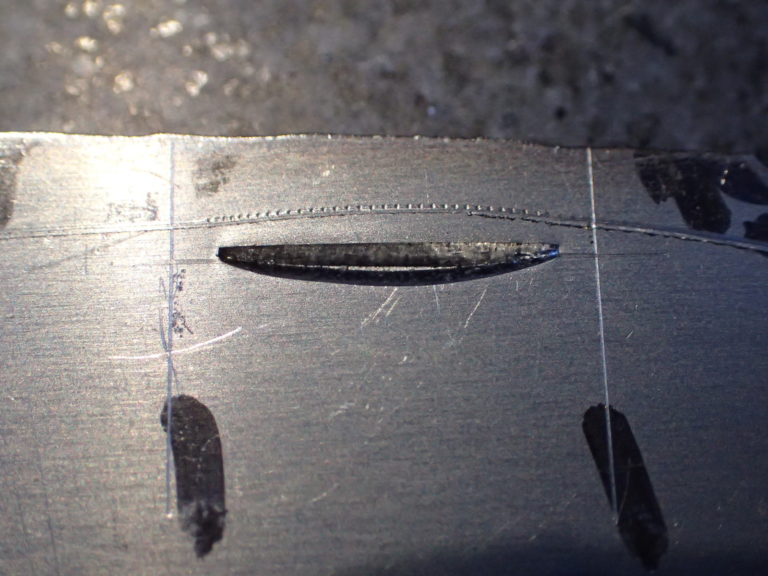
Création de l'onglet
L’onglet est créé par emboutissement avec une marque à frapper spéciale, à l’enclume.
Cette opération déplace beaucoup de matière,et déforme le contour de la lame, c’est pour cette raison que l’on ne procède au détourage qu’après cette étape.
Il est possible d’effectuer cette opération après l’émouture (la lame déjà amincie vers l’avant, présente moins d’épaisseur à enfoncer).
Les onglets nogentais sont créés à la lime, lors des dernières étapes de fabrication du couteau.
Onglet brut avant détourage
Lames détourées, onglet marqué
Détourage du métal
Après le traçage, l’acier est découpé avec précision suivant le modèle de référence (gabarit) : lame, ressort, platines. On retire le maximum de matière avec des moyens rapides et économiques (meuleuse, perceuse), avant de procéder à un détourage de précision manuellement au backstand.
Enfin, nous reprenons manuellement les angles vifs (talon de lame par exemple) à la lime et à la micro-meuleuse.
A cette étape, les ressorts sont prêts pour la trempe, et les platines sont prêtes à accueillir le mécanisme.
Émouture
C’est l’étape critique de la fabrication de la lame : on façonne son profil qui donnera son tranchant.
On marque à l’aide d’un trusquin l’axe sagittal du tranchant de la lame, qui servira de référence, pour enlever de la matière de manière parfaitement symmétrique.
L’émouture est effectuée à main levée, sur le backstand. Selon le type d’émouture souhaitée (plate ou creuse), on utilisera un accessoire de meulage à plat, ou une roue de fort diamètre.
Les traitements thermiques sont susceptibles de dégrader l’acier par oxydation, aussi on n’effectue qu’une émouture partielle avant la trempe.
Émouture en cours
Les traitements thermiques
Trempe au four à gaz
La trempe
Cette opération consiste à durcir l’acier. Sans elle, les ressorts se déformeraient et n’assureraient plus leur fonction, les lames s’émousseraient très vite.
Elle consiste à porter l’acier à une température précise (dépendant de la composition de l’acier, généralement de 850°C à 1050°C), pendant une durée imposée par l’épaisseur de l’acier, puis à refroidir cet acier brutalement dans un bain d’huile.
Nous utilisons des fours à gaz pour procéder à cette opération. La combustion nécessitant de l’oxygène, l’acier est susceptible de subir une oxydation et une décarburation (perte de carbone, qui entraîne une baisse de dureté de l’acier). Nous isolons les éléments en cours de chauffe de l’oxygène pour limiter au maximum l’apparition de ces problèmes.
Le revenu
Après la trempe, l’acier est très dur, mais aussi très cassant !
Le revenu est une opération de chauffe douce (par rapport à la température de trempe) qui permet de redonner souplesse et résilience à l’acier, sans qu’il ne perde trop de sa dureté.
Dernières opérations mécaniques
L'ajustage ou essayage
On procède à un montage du mécanisme à l’aide de pions, et on le règle de façon à ce que tout soit parfaitement ajusté : lame ouverte (dans l’axe, et à affleurement du ressort), lame fermée (poncetage).
Nous retirons un peu du dos de la lame si nécessaire, afin qu’il ne dépasse pas du ressort.
C’est aussi lors de cette étape que la dureté du ressort est réglée.
Ajustage du mécanisme ouvert
Lames brutes d'émouture
L'émouture finale
La lame est émoulue au backstand jusqu’à son dos (qui n’a plus besoin d’être retouché) puis son aspect de surface est finalisé en utilisant des grains d’abrasif de plus en plus fins, toujours au backstand.
La fabrication des mitres
Le débit des mitres
Des carrés d’inox englobant la taille des mitres sont prélevés dans des barres d’acier à l’aide d’une scie à métaux.
Nous préparons la surface de l’arrière des mitres, qui sera en contact avec le manche à l’aide de lime et d’abrasif afin d’avoir un plan net, et à 90° des platines.
La surface qui sera brasée est rectifiée pour offrir la meilleure qualité de surface possible au brasage.
Mitres débitées, prêtes au brasage
Mitre brute, brasée
La fixation des mitres
Parmi les techniques disponibles pour fixer les mitres sur leurs platines, nous avons choisi le brasage fort à l’argent, au chalumeau oxy-propane de bijoutier.
Le détourage et le perçage
Nous utilisons les platines comme référence pour détourer les mitres, à la lime et à l’abrasif.
Une fois cette opération réalisée, nous procédons au perçage, et à l’alésage des trous.
Mitres après détourage
Mise à l'orthogonale du plan de contact
Usinage du plan de contact avec le manche
Malgré tout le soin apporté au brasage, il faut reprendre l’arrière des mitres pour offrir une surface de contact droite avec le manche, et nettoyer les résidus de brasage.
Cette tâche minutieuse est effectuée à la lime et à l’abrasif.
Le façonnage des mitres
On peut enfin procéder au façonnage des mitres, à la lime, puis à l’abrasif.
Les travaux de précision sont effectués de la même manière que pour les manches, sur des gabarits dédiés.
Les mitres servent ensuite de référence pour le façonnage du bois.
Après montage, nous reprenons la jonction des mitres avec le manche de façon à avoir une belle continuité entre mitres et manche.
Mitres en cours de façonnage
La fabrication du manche
Débit grossier à la scie à ruban, avant délignage
Le débit des côtes
Jusqu’ici l’on n’a pas encore évoqué la fabrication du manche!
On procède à un premier débit grossier des côtes, à l’aide d’une scie à ruban ou d’une scie radiale.
Rectification des côtes
Arriver à descendre à 3 mm d’épaisseur (pour les côtes les plus fines) est difficile avec une scie radiale conventionnelle, sans risquer d’enfreindre les règles de sécurité les plus élémentaires.
Nous délignons les côtes à la scie à ruban, qui va malgré tout donner des différences d’épaisseur de l’ordre du 1/2 mm dans le meilleur des cas. Nous rectifions cette épaisseur par fraisage, et au backstand, afin d’obtenir des faces parfaitement parallèles, et d’épaisseur égale.
Beaucoup d'épaisseur à retirer pour obtenir deux plaquettes identiques sur ces plaquettes en os
Détourage du bois à la scie à ruban
Perçage, traçage, détourage des côtes
Comme pour le métal : cette fois-ci, ce sont les platines qui servent de gabarit pour les côtes.
Le détouragegrossier est effectué à la scie à ruban.
Le détourage ajusté est effectué dans l’étau, à la râpe à bois et à la lime. Et des coups de lime maladroits peuvent entamer les platines, c’est pour cette raison qu’elles sont encore à l’état brut de détourage.
Façonnage des côtes
Une fois les côtes bien ajustées aux platines, on procède à leur façonnage proprement dit : les côtes d’aspect le plus fini sont obtenues par enlèvement de matière à la lime, puis par ponçage manuel avec des grains de plus en plus fins. Pour chaque modèle de couteau, un support spécifique (appelé « bois » dans le bassin nogentais) permet de façonner les côtes avec précision.
Nous laissons des côtes légérement saillantes par rapport au mécanisme : en cas de chute ou de choc, elles encaisseront les déformations, limitant les dégâts sur ressort et platines.
Façonnage de côte
Polissage des côtes
On procède à un pré-polissageavec des roues à polir et grains à polir de plus en plus fins.
Avant le montage
Finitions d'aspect du mécanisme
À l’aide de limes de précision, et de toile abrasive fine, on enlève tous les défauts d’aspect (rayures, traces de scie, traces de gros abrasif…) sur l’ensemble du mécanisme : intérieur et extérieur du ressort, dos de la lame, tranches des platines…
On procède à la finition de surface du ressort avec des abrasifs de plus en plus fins, puis satinage ou polissage. On procède de même pour la face intérieure des platines (voire aussi la face extérieure si on installe des côtes semi-opaques à transparentes).
Lames satinées
Polissage/satinage de la lame
La lame est polie ou satinée, selon la finition souhaitée.
Nous commençons par monter en finesse de grain au backstand, nos bandes abrasives les plus fines permettent d’atteindre un grain d’environ 2500.
Après les abrasifs, l’aspect final est obtenu avec des roues à polir associées à des pâtes abrasives de plus en plus fines, ou bien avec des roues à satiner.
Dernier contrôle qualité avant montage
Un ultime montage avec des pions permet de contrôler l’ajustage, et les éventuels défauts.
Marquage du logo sur la lame
Le couteau est prêt à être monté, on marque le logo sur le talon de la lame à l’aide d’un pantographe de marque Gravograph.
Nous pouvons aussi inscrire des personnalisations sur le ricasso.
Gravage du logo au pantographe
L'assemblage final
Rivetage des côtes avec un marteau de bijoutier
Montage
On procède à l’assemblagedumécanisme, et à la pose des côtes par rivetage. Cette dernière opération est particulièrement minutieuse : il existe toujours un risque de fendre ou éclater les côtes lors du matage des rivets, enfin, l’aspect extérieur des rivets doit être irréprochable, ce sont quasiment les éléments les plus visibles d’un couteau.
Arasage des rivets
Après rivetage, les têtes de rivet sont encore saillants.
Sur certains modèles, nous conservons des têtes bombées, mais sur la plupart des modèles, les rivets sont arasés, pour des raisons esthétiques, et de toucher.
Les rivets sont arasés à la lime et à l’abrasif de plus en plus fin.
Rivet en cours de matage, rivet central maté, à araser
Polissage de manche en corne
Polissage du manche
Les rayures éventuelles occasionnées par le rivetage sont éliminées à l’abrasif.
Un dernier passage sur les roues à polir permet de finaliser le polissage des côtes, et faire briller aussi les rivets.
Traitement du bois
Les bois que nous utilisons sont bruts.
Nous leur passons une petite goutte d’huile de lin pour les nourrir, faire ressortir le veinage, et donner plus de brillance.
Affûtage
Désormais, le couteau n’a plus à être manipulé, il est prêt à la vente, on peut l’affûter en toute sécurité, à l’aide d’abrasif, et d’une roue à démorfiler, afin d’offrir un tranchant de qualité rasoir.
Nous protégeons le tranchant des couteaux droits après affûtage afin d’éviter les blessures, et d’abimer le fil.