C’est l’un des types de mécanisme de couteau les plus courants et les plus anciens, il équipe la plupart de nos couteaux et est traditionnel de la région nogentaise.
Des améliorations lui ont été apportées au fil du temps (cran forcé cher à la région thiernoise et aux Laguiole, cran d’arrêt à pompe, cran d’arrêt à palme tel qu’on le trouve encore aujourd’hui chez Mongin…) ainsi que des variantes (cran carré que vous trouverez sur le Douk-Douk) mais le principe reste toujours le même : un ressort sous tension sur le talon de la lame maintient celle-ci en position ouverte ou fermée.
Si le principe semble simple, sa mise en œuvre relève de la mécanique de précision, l’ajustage est une étape-clé de la fabrication.
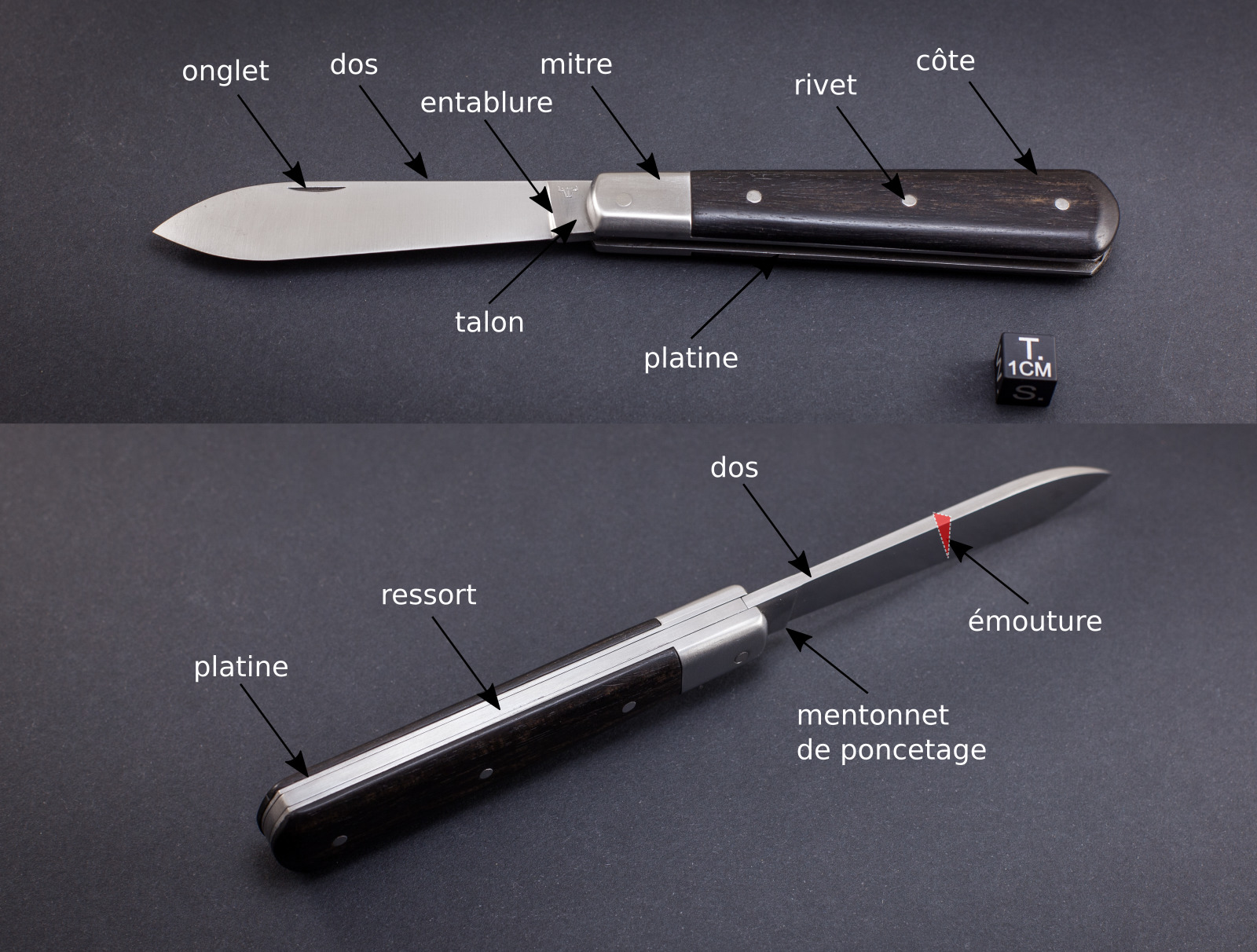
Côte (ou plaquette)
Ce sont les plaquettes de matière qui servent à la confection du manche, et que l’on fixe par rivetage ou par vissage : bois, matière animale, matière synthétique…
Nous choisissons le rivetage pour nos plus beaux modèles, bien plus élégant et raffiné que des vis apparentes.
Départ d'émouture, casse-goutte (ou goutte)
C’est au niveau de l’émouture, dans le prolongement de l’entablure, la limite entre le talon, et le tranchant.
Lorsque l’émouture est faite à la main (ce qui est le cas de nos couteaux), on marque le départ d’émouture d’un trait de scie ou de lime fine sur la lame brute, cela donne un repère visuel lorsque l’on passe la lame à émoudre sur le backstand.
départ d'émouture sur couteau de chef, et lame de couteau pliant
Nous avons choisi de marquer particulièrement le départ d’émouture principalement pour faciliter l’affûtage. Cette gorge a pour fonction courante d’empêcher les liquides de couler plus loin que l’entablure et souiller le mécanisme et le manche, d’où son nom de casse-goutte (ou simplement « goutte » dans le bassin nogentais).
Le casse-goutte permet à l’outil d’affûtage (pierre ou meule) d’aller jusqu’au bout du fil de la lame, et de conserver un fil droit.
À mesure que le tranchant va s’user, nous conseillons de creuser le départ d’émouture pour garder un fil droit.
évolution du tranchant avec et sans départ d'émouture marqué
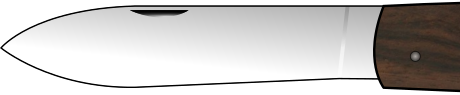
Émouture
C’est la forme qui donne son profil à la lame. On l’obtient par enlèvement de matière avec un backstand, ou partiellement par forgeage.
L’émouture peut monter jusqu’au dos de la lame, c’est le choix esthétique que nous avons fait pour la plupart de nos couteaux.
Nous avons choisi un profil d’émouture plate pour la plupart de nos couteaux, qui correspond aux usages les plus courants en cuisine et à table.
Au besoin, nous pouvons réaliser des émoutures creuses (ou concaves), qui offrent un meilleur confort de coupe, mais sont un peu plus fragiles.
L’émouture convexe que nous avons choisie pour notre modèle bushcraft « bucéphale » est adaptée à du travail en force, et fonctionne à la manière d’un coin à fendre le bois.
C’est la limite qui marque le départ de l’émouture. Elle délimite le talon.
Lame (types de lames)
Voici les types de lames les plus courants pour des couteaux pliants.
1. lame droite
2. lame bourbonnaise
3. lame à pointe centrée
4. lame pied de mouton
Notre choix se porte sur les lames à pointe centrée et les lames bourbonnaises. Ce sont les types de lames les plus polyvalentes, à la fois pour percer, trancher, et tartiner.
Mentonnet (de poncetage)
Cette cale empêche le tranchant de la lame de retomber sur l’intérieur du ressort.
Montage sur soie, montage en plate-semelle
Dans un montage sur soie, la lame est prolongée d’une tige (la soie), que l’on va sceller dans un manche plein : c’était le cas de la belle coutellerie de table, mais on peut retrouver ce type de montage pour tous types de couteaux (les couteaux de cuisine japonais en sont un bel exemple à la mode, et nous proposons des modèles de couteaux de cuisine montés avec cette technique).
Dans un montage en plate semelle, la lame est prolongée d’une pièce métallique qui va suivre le contour du manche (la semelle), et sur laquelle on fixe les plaquettes qui constituent le manche. C’est le type de montage que l’on retrouve en coutellerie de cuisine hôtelière traditionnelle, et que nous utilisons pour nos couteaux de cuisine traditionnels ainsi que pour notre modèle bushcraft.
Mitre
Les mitres sont des pièces métalliques fixées au niveau de l’axe de la lame, mais on peut en trouver aussi à l’arrière du couteau.
Elles peuvent contribuer à renforcer l’axe de la lame, et protègent le couteau en cas de chute…
Leur rôle esthétique est indiscutable.
Nous fixons les mitres en inox par brasage à l’argent.
Onglet
Sur la plupart de nos modèles, la lame est fortement protégée par le manche. Les onglets sont dans ce cas indispensables à la saisie de la lame.
Nos onglets sont produits par frappe avant le façonnage de la lame, afin de limiter au maximum les déformations.
Lors de la commande, pour les couteaux fabriqués à la demande, vous pourrez demander un onglet pour gaucher.
L’onglet dit « nogentais » est une forme d’onglet saillant qui permet de replier intégralement une lame dans le manche.
Onglet pour droitier
Onglet pour gaucher
Platines
Eléments de tôle, qui épousent la forme du manche, sur lesquels lame et ressort sont fixés.
Nous proposons des platines en inox (Z20C13), ou en laiton, de différentes épaisseurs : plus la lame sera fine, plus on aura besoin de platines fines pour un ensemble harmonieux. A l’inverse, d’un point de vue strictement esthétique, des grosses lames supporteront aussi bien des platines fines qu’épaisses, on choisira toutefois des platines d’autant plus épaisses que les efforts à fournir par la lame seront importants.
Le laiton ayant une résistance mécanique moindre que l’inox, nous le recommandons pour des couteaux fins à utilisation non intensive (petits couteaux pour le pique-nique ou l’apéro!).
Poncetage (ou pompe)
C’est un espace réservé entre le tranchant de la lame et le ressort lorsque la lame est fermée. Il permet de ne pas émousser le tranchant. On ménage cet espace de plusieurs manières, qui peuvent être combinées : à l’aide d’excroissance sur le ressort (cale de poncetage), ou bien sur la lame (mentonnet de poncetage), qui faisant contact avec le talon de la lame, en gardent le fil éloigné du ressort.
Ressort
Cette pièce sous tension permanente permet de maintenir le couteau fermé, et ouvert, d’empêcher la lame de se replier.
Rivet
Un rivet est fabriqué à partir de fil métallique (inox, acier, laiton, maillechort…), que l’on va aplatir par martelage pour former une sorte de tête de clou. Les rivets sont utilisés pour solidariser les pièces du mécanisme (non visibles), et pour assembler les côtes.
Sur la plupart de nos couteaux, les têtes de rivet sont arasées, à la fois pour l’esthétique, et pour offrir un contact plus agréable à la main.
Talon (ou ricasso)
C’est la partie non émoulue entre l’entaille et la poignée du manche.
Sur la plupart des couteaux pliants, la partie du talon qui vient en contact avec le nez du ressort reste saillante.
Anatomie des ciseaux
À la coutellerie du Taureau, nous aimons aussi beaucoup les ciseaux! C’est aussi une partie du patrimoine nogentais que l’on retrouve…
La cisellerie étant un art à part entière, nous vous présentons les termes les plus usuels.
Ciseau
On parle d’une paire de ciseaux.
Un ciseau est constitué d’un anneau, d’une branche, et d’une lame… et n’est pas utile à grand’chose s’il n’est pas couplé, via un pivot, à un autre ciseau
Ciseaux pour gaucher
L’utilisation de ciseaux « normaux » (pour droitiers) est véritablement un calvaire pour les gauchers : anneaux dans le mauvais sens qui font mal aux doigts, lames du mauvais côté qui cachent ce que l’on est en train de couper…
Heureusement, des fabricants proposent de véritables ciseaux pour gauchers, avec anneaux ergonomiques, et lames inversées. La plupart de ciseaux pour gaucher que l’on trouve dans le commerce ont seulement les anneaux inversés, ce qui offre déjà un confort considérable.
Ciseaux pour gaucher : outre les anneaux, remarquez les lames inversées Ceux-ci proviennent de Nogent.
Entablure
C’est la partie qui marque le départ des lames, et qui vient en butée lorsque l’on ferme une paire de ciseaux, empêchant les branches de passer l’une sur l’autre.
Envoilure
Les lames sont légèrement concaves. Si on observe des ciseaux fermés, on constate que les deux planes ne se touchent pas. Cette concavité permet de n’avoir toujours qu’un seul point de rencontre entre les deux lame.
Marque de qualité
… quand le mot « Nogent » est marqué sur vos ciseaux!
Plane
L’intérieur des lames de ciseaux, partie qui, prolongée par le fil de lame, constitue le tranchant de chaque ciseau : on a besoin de deux plans obliques pour obtenir un outil tranchant!
Lame de ciseau, vue en coupe. En gras : les éléments qui constituent le tranchant
Les outils
Backstand
C’est l’outil principal du coutelier.
Il s’agit d’une ponceuse stationnaire à bande.
Les backstand modernes permettent de monter différents outils de ponçage/meulage :
roue de meulage pour débiter du métal
outil de ponçage plan pour les émoutures et la préparation du bois
roues de petit diamètre pour les travaux de précision et creuser des courbes
roue de grand diamètre pour faire les émoutures creuses
…
Certains fabricants, comme TitanGrinder, proposent tout un panel d’outils interchangeables tels que lapidaire, frotte à polir… que l’on peut monter sur le backstand.
Le backstand est utilisé pour détourer du métal, faire les émoutures, façonner et poncer le bois…
Selon les étapes de fabrication, nous allons utiliser des bandes de grain très grossier (40, pour le défonçage/meulage), et monter en finesse d’abrasif jusqu’aux opérations de pré-polissage.
En quelque sorte, le backstand est l’alpha et l’oméga de la fabrication de couteaux!
Étau
En coutellerie artisanale, nous passons beaucoup de temps à exécuter des opérations de précision à la lime ou à l’abrasif.
Un étau ergonomique, robuste et précis est aussi indispensable que le backstand évoqué plus haut.
Une pédale permet de serrer les mors et positionner avec précision la pièce à installer avec les deux mains.
Des mors interchangeables nous permettent d’adapter l’outil à chaque tâche. Pour les opérations délicates de finition, nous utilisons des mors en bois pour ne pas abîmer les pièces.
Four de trempe
Nous effectuons nous-mêmes les opérations de traitement thermique.
L’inox trempe à 1050°C, les aciers au carbone à 850°C.
Nous utilisons à cet usage un four à gaz et à air pulsé de notre conception, doté d’une sonde thermique.
Limes
C’est un outil qui peut sembler trivial!
Et pourtant tous les travaux de précision et d’ajustage sont effectués avec des limes de précision : limes plates, limes aiguilles, limes de section triangulaire, ronde, rectangulaire… Chaque modèle est proposé avec des tailles de dents différentes, selon la quantité de matière à enlever. Les limes à canneler, sont utilisées pour façonner des cannelures qui peuvent décorer des ressorts, le dos des lames, ou offrir une meilleure prise sur des pièces mobiles.
Les limes de précision sont encore produites par quelques rares fabricants (on peut citer les incontournables suisses Vallorbe), pour les métiers d’art traditionnels… et leur tarif fait grincer les dents des couteliers du monde entier.
Râpes et limes grossières, quand à elles, servent au façonnage des côtes.
Métrologie
Pas de travail de précision sans outils de contrôle!
Les outils les plus utilisés sont :
équerre, équerre à chapeau : contrôle des angles droits
marbre de contrôle : c’est une surface parfaitement plane, rectifiée, qui sert de support pour les outils de contrôle
micromètre : pour mesurer avec précision les petites épaisseurs, au 100ème de mm
pied à coulisse : usage courant, offre une lecture au 20ème ou au 50ème de mm
jauge d’épaisseur : permet d’estimer le jeu entre deux pièces
règle à filament : pour contrôler la planéité d’une surface
Perceuse à colonne
La fabrication de couteaux pliants exige une grande précision dans le perçage des axes des lames et des ressorts.
Seule une perceuse à colonne de bonne facture, ici une machine du fabricant français Cincinnati, peut offrir la précision nécessaire.
Avec le backstand, il s’agit d’un outil indispensable à la fabrication de couteaux.
Scie à ruban (bois)
La scie à ruban est utilisée pour la préparation des côtes.
Elle sert à faire le débit et le délignage des matières brutes (bois, corne, dents de phacochères…), et le détourage des côtes.
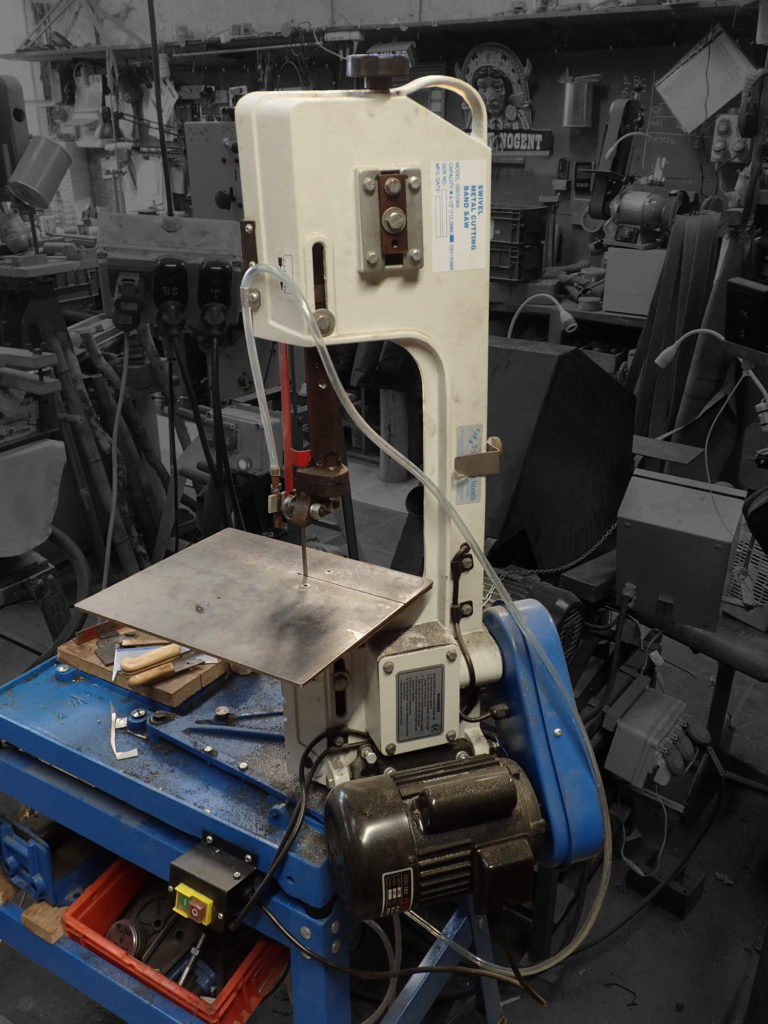
Scie à ruban (métal)
La scie à ruban est utilisée pour le débit des lames, ressorts, mitres….
Montée avec une lame étroite qui permet de débiter des courbes, elle permet une première étape de détourage assez précise avant le détourage fin au backstand.
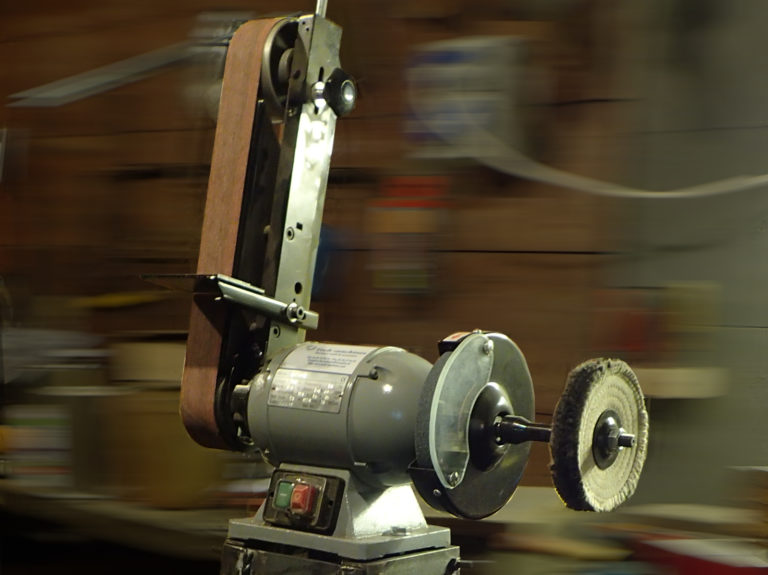
Touret d'affûtage
Ce petit backstand est doté d’une bande abrasive, et d’un disque de polissage.
Il est utilisé pour les opérations de ponçage de précision (généralement à la fin de la fabrication des couteaux), l’affûtage des couteaux, et le polissage de petites pièces.
Touret à polir
On monte sur le touret à polir des disques à polir de différentes matières selon les besoins et la finesse de polissage attendue : cisal, cotton, feutre, flanelle…
Ces disques de polissage sont utilisés enduits de pâte abrasive, dont la finesse est choisie en fonction du degré de polissage attendu. Comme pour un usage classique d’abrasif, pour obtenir un beau poli glace, on utilisera des roues abrasives de plus en plus douces, et des pâtes à polir de plus en plus fines.
Nous utilisons aussi une roue à satiner, qui donne une finition dépolie extrêmement fine à nos lames.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}